


WHO-GMP Certified
Manufacturing areas designed and operated in compliance with GMP guidelines to ensure consistent quality and safety.

Advanced Machinery
Equipped with modern and automated equipment to achieve accuracy, efficiency, and high production standards.

Controlled Environment
Strict temperature, humidity, and hygiene controls to maintain product integrity throughout production.

In-Process Monitoring
Continuous monitoring and quality checks at every stage to ensure compliance and product consistency.
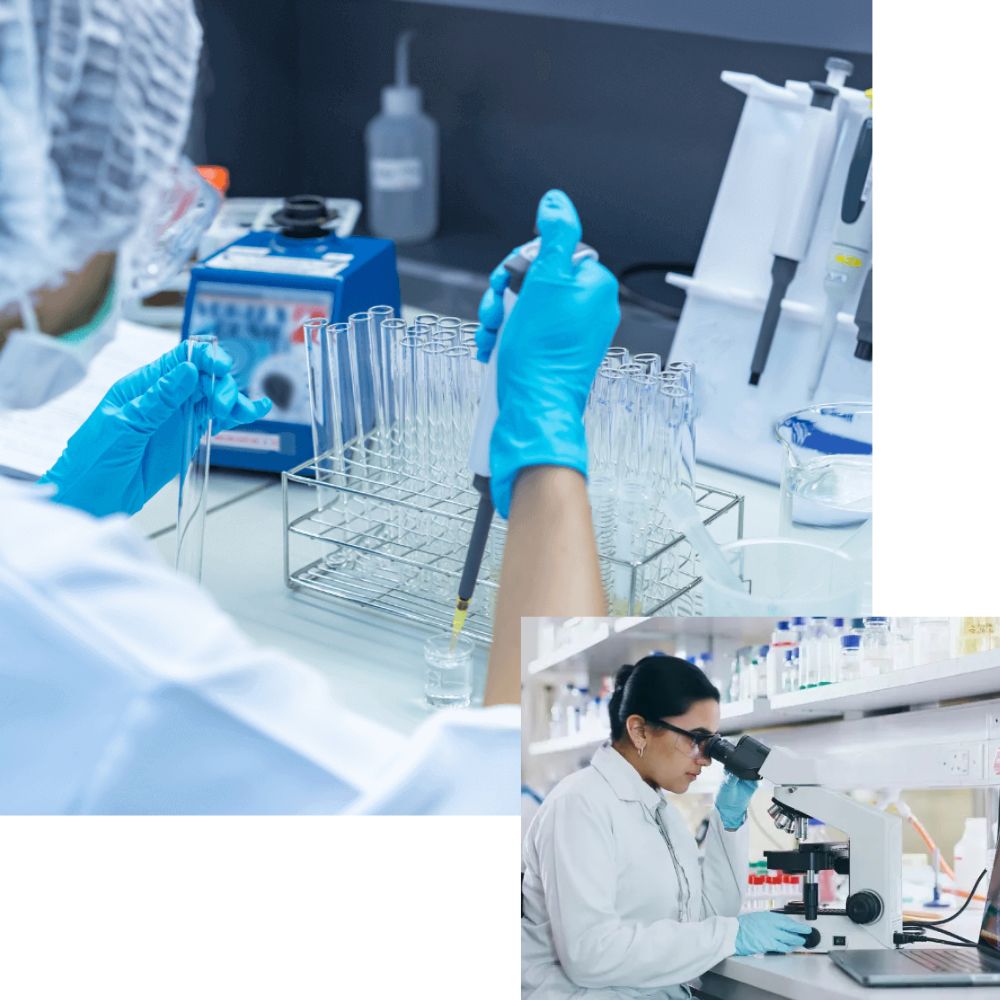

Raw Material Testing
Incoming materials are tested for identity, purity, and quality compliance.

In-Process Checks
Quality checks are performed during production to ensure consistency.

Laboratory Analysis
Analytical and microbiological tests confirm safety and stability.

Finished Product Testing
Final products are evaluated against approved quality standards.

Documentation & Release
Results are reviewed, documented, and approved for batch release.

WHO-GMP Certified

24/7 Quality Monitoring

Advanced Manufacturing Technology
Scalable Production Capacity
